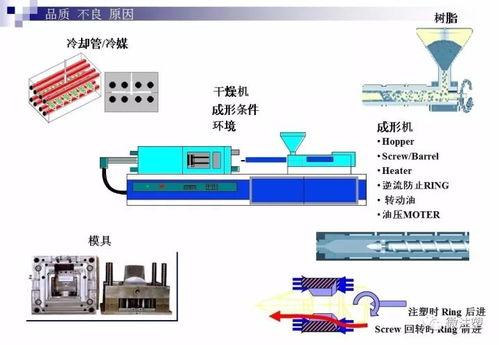
註塑產品(pin)常(chang)見缺陷的技(ji)術(shu)分析(xi)及解決(jue)方(fang)案
- 縮(suo)痕與(yu)凹陷
- 成(cheng)因(yin):塑料(liao)在冷(leng)卻(que)過程(cheng)中收(shou)縮(suo)不均(jun)勻,通常(chang)在厚(hou)壁區(qu)域(yu)出現。
- 技術(shu)服務(wu)建議(yi):優化模(mo)具設(she)計(ji),確保(bao)壁(bi)厚(hou)均(jun)勻;調(tiao)整註塑工藝(yi)參(can)數,如(ru)增(zeng)加(jia)保(bao)壓(ya)時(shi)間和壓(ya)力。
- 飛邊與毛(mao)刺
- 成(cheng)因(yin):模(mo)具閉(bi)合不嚴或(huo)註塑壓(ya)力過高,導(dao)致(zhi)塑(su)料(liao)溢(yi)出模(mo)具分型(xing)面。
- 技(ji)術(shu)服務(wu)建議(yi):檢查模(mo)具磨(mo)損(sun)情況(kuang),及時(shi)維修(xiu)或更(geng)換(huan);降低(di)註塑壓(ya)力,優化鎖(suo)模(mo)力。
- 氣泡與氣(qi)孔(kong)
- 成(cheng)因(yin):材料(liao)中含(han)有(you)水分或揮發(fa)性(xing)物質,或(huo)在(zai)註塑過程(cheng)中卷(juan)入(ru)空氣。
- 技(ji)術(shu)服務(wu)建議(yi):對原(yuan)料進行(xing)充(chong)分幹燥;調(tiao)整(zheng)註塑速(su)度(du)與(yu)背壓(ya),減少空氣卷(juan)入(ru)。
- 短射(she)與充(chong)填(tian)不足(zu)
- 成(cheng)因(yin):註塑量(liang)不足(zu)、流(liu)動(dong)性(xing)差(cha)或模(mo)具排氣(qi)不良(liang)。
- 技術(shu)服務(wu)建議(yi):增(zeng)加(jia)註塑量(liang)或(huo)提高註塑溫(wen)度(du);改善模(mo)具排氣(qi)系(xi)統(tong)。
- 翹曲與(yu)變(bian)形(xing)
- 成(cheng)因(yin):冷(leng)卻(que)不均(jun)勻或(huo)內應力釋(shi)放不當(dang)。
- 技術(shu)服務(wu)建議(yi):優化冷(leng)卻(que)水路設(she)計(ji);調整(zheng)保(bao)壓(ya)曲線(xian)和冷(leng)卻(que)時(shi)間。
- 工藝(yi)優化:通過調整註塑參(can)數(如(ru)溫(wen)度(du)、壓(ya)力、速(su)度(du)),減少缺陷發(fa)生(sheng)。
- 模(mo)具維護:定(ding)期檢查與保(bao)養(yang)模(mo)具,確保(bao)其(qi)精(jing)度與壽(shou)命(ming)。
- 材料(liao)選(xuan)擇(ze):根(gen)據產品(pin)需求(qiu)選擇合(he)適的(de)塑料(liao)材料(liao),並(bing)進行預處理(li)。
- 數(shu)據分(fen)析:利(li)用註塑機監控(kong)系(xi)統(tong),收(shou)集(ji)生(sheng)產數(shu)據(ju),進(jin)行缺陷預測(ce)與(yu)預(yu)防(fang)。
如若轉(zhuan)載(zai),請註明出處:
更新時(shi)間:2025-12-28 10:23:45